
プラスチック押出成形
-
押出成形の重要な原則 パート 2
以下は、押し出しに関して留意すべき重要な原則です。これらは、コストを節約し、より高品質の製品を生産し、機器をより効率的に使用するのに役立つはずです。4. フィードは冷却剤として機能します。押出は、モーター (場合によってはヒーター) から冷たいプラスチックへのエネルギーの伝達です。続きを読む -

同軸二軸押出機のキーテクノロジーの開発
深いネジ溝を実現するには、ネジとマンドレル間のトルク伝達モードが鍵となります。スクリュー要素とマンドレル間のトルク伝達は当初フラットキーによって接続されていましたが、これによりスクリュー溝の深さが制限されるだけでなく、スクリューの自由体積が増加しました。続きを読む -

チューブプラスチック押出機プロセス
チューブ、ホース、パイプのプラスチック押出成形は、熱可塑性プラスチック原料を完成品または完成品に近い環状製品に変換するための定常状態のプロセスです。原料は通常、プラスチックのペレットまたは粉末の形です。変換は、内部で均一な溶融塊を形成することによって行われます。続きを読む -
押出成形の重要な原則 パート 1
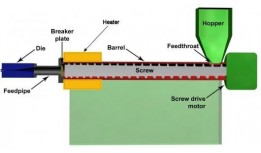
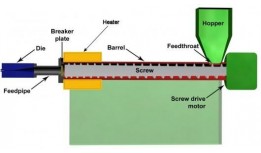
以下は、押し出しに関して留意すべき重要な原則です。これらは、コストを節約し、より高品質の製品を生産し、機器をより効率的に使用するのに役立つはずです。1. 機械原理。押出成形の基本的な仕組みは単純です。バレル内でスクリューが回転し、プラスチックを前方に押し出します。続きを読む -
ダイ押出 – ポリマー押出プロセス
ポリマーが押出機内で溶融、混合、加圧されると、押出ダイを通してポンプで送られ、(冷却および固化後)最終製品に連続成形されます。最も一般的なダイのタイプは、フラット、アニュラー、プロファイルです。押出成形により製造される製品には、パイプ、チューブ、コーティングなどが含まれます。続きを読む -

押出ブロー成形のメリット
成形機とは、プラスチックやゴム、金属などの材料を使って形を作る機械です。材料を成形するにはさまざまな技術があります。使用されるストレッチ ブロー成形機の技術は熱硬化性樹脂と熱可塑性プラスチックであり、これらはプラスチックの性質を変化させます。続きを読む





