
(ポリマー® PTFE およびポリマー® FEP & PFA の仕様も参照) PTFE の機械的特性は他のプラスチックに比べて低いですが、その特性は -100°F ~ +400°F (-100°F ~ +400°F) の広い温度範囲にわたって有用なレベルを維持します。 73℃~204℃)。
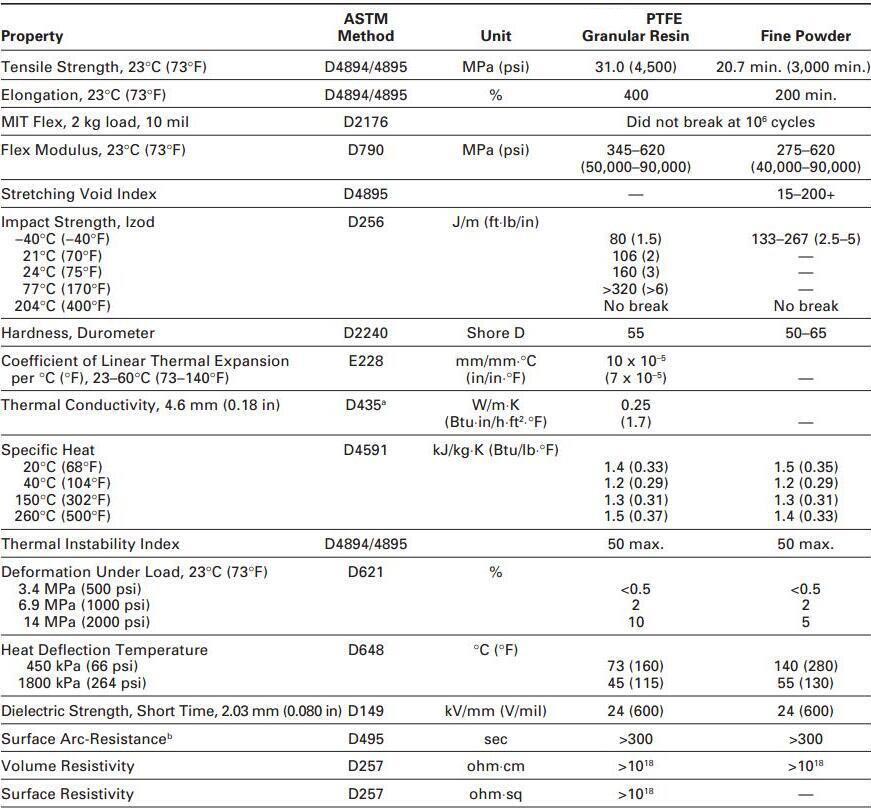
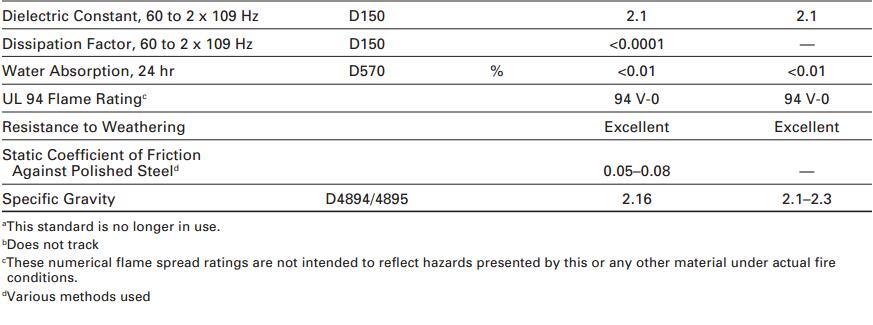
フッ素樹脂ポリマー®PTFEの代表的な性質
耐熱性
77°C を超える温度は、ほとんどのエラストマーやプラスチックのコンポーネントにとって好ましくありませんが、PTFE は 260°C もの高温に耐えます。77°C 未満であっても、金属を腐食する酸と有機溶剤が組み合わされる場合は、エラストマーやその他のプラスチックは溶剤の膨潤や軟化に対する耐性に欠けることが多いため、PTFE のライナーやコンポーネントが好まれることがよくあります。
化学的不活性性
化学的不活性とは、PTFE フッ素樹脂が他の物質と継続的に接触しても、検出可能な化学反応が起こらないことを意味します。一般に、PTFE フッ素樹脂は化学的に不活性です。それにもかかわらず、この記述が完全に正確であるためには、すべての一般化と同様に、修飾が必要です。ただし、PTFE 樹脂の挙動に関する基本的な事実を念頭に置いておけば、この認定によって混乱が生じることはありません。
さまざまなテストデータの通常の説明概要は、根本的に異なるタイプの「化学的」挙動をひとまとめにしてしまう可能性があるため、誤解を招く可能性があります。説明を明確にするためには、厳密に化学反応と吸収などの物理的作用を区別する必要があります。説明では、ユーザーが特定の用途に影響を与える可能性のある物理的および化学的特性の相互関係を考慮できるようにする必要があります。
たとえば、PTFE 樹脂は王水に浸しても影響を受けません。しかし、この試薬の温度とその圧力が高くなると、樹脂への試薬成分の吸収も増加します。その後の突然の圧力損失などの変動は、樹脂に吸収された蒸気の膨張により物理的な損傷を与える可能性があります。したがって、PTFE の化学的特性について話すときは、「化学的適合性」という用語で表現した厳密な化学反応と、機械的応力および熱的応力を組み合わせた「吸収」などの物理的作用を区別する必要があることは明らかです。
通常の使用温度内では、PTFE 樹脂が侵される化学物質はほとんどなく、適合する化学物質を表にまとめることはできません。これらの反応物質は、知られている中で最も強力な酸化剤および還元剤の 1 つです。ナトリウム元素がフルオロカーボンと密接に接触すると、ポリマー分子からフッ素が除去されます。この反応は、樹脂を接着できるように PTFE の表面をエッチングするために無水溶液中で広く使用されています。他のアルカリ金属(カリウム、リチウムなど)も同様に反応します。
場合によっては、推奨使用限界温度 (TFE および PFA では 260°C、FEP では 204°C) またはその付近で、高濃度の化学物質が PTFE に対して反応性を示すことが報告されています。ナトリウムエッチングと同様の攻撃は、80% NaOH または KOH、ボラン (B2H6 など)、塩化アルミニウム、アンモニア (NH3)、特定のアミン (R-NH2) およびイミンなどの金属水素化物 ( R = NH)。また、250℃の加圧下で 70% 硝酸による遅い酸化攻撃が観察されています。このような極端な還元条件または酸化条件に近づくと、特別なテストが必要になります。
吸収
金属とは対照的に、プラスチックとエラストマーは、接触する物質、特に有機液体をさまざまな量で吸収します。PTFE の吸収率は異常に低く、プラスチックと他の物質の間で化学反応が起こることはほとんどありません (前述のいくつかの例外を除きます)。ただし、吸収が他の効果と組み合わされると、この特性が特定の化学環境におけるこれらの樹脂の耐用性に影響を与える可能性があります。たとえば、温度や圧力の急激な変動が発生すると、物理的に損害を与える状況が生じる可能性があります。PTFE 樹脂は使用温度範囲が広いため、他のプラスチックに比べてこの種の物理的損傷にさらされる頻度が高くなります。
説明として、ライニング管の ATSM 規格* に記載されている「蒸気サイクル」試験を考えてみましょう。ライニングされたパイプのサンプルは、低圧冷水と交互に 0.8MPa (125 psi) の蒸気にさらされ、実際に非常に厳しい熱変動と圧力変動を引き起こします。これを 100 サイクル繰り返します。蒸気はライナーを通して圧力と温度の勾配を生じ、少量の蒸気を吸収し、ライナーの壁内で水に凝縮します。圧力が解放されるか、蒸気が再導入されると、閉じ込められた水が膨張して蒸気になり、元の微細孔が形成されることがあります。繰り返される圧力と熱サイクルにより微細孔が拡大し、最終的にライナー内に目に見える水で満たされたブリスターが発生します。ASTM 規格では、ブリスターはパイプ ライナーの性能に悪影響を及ぼさず、化学バリアの厚さはそのままであると記載されています。
水膨れの重症度を軽減する腐食対策があります。ライニングされたパイプまたは容器を断熱すると、ライナー内の温度勾配が減少し、それによって多くの場合、吸収された液体の凝縮とその後の膨張が防止されます。また、温度変化の速度と大きさが減少し、それによって膨れが最小限に抑えられました。したがって、樹脂を減らすことで、多くの場合、絶縁による保護手段が得られます。プロセス圧力の低下または温度上昇の速度を制限する操作手順または装置を使用することにより、追加の保護を提供できます。
浸透
透過は吸収に密接に関連する要素ですが、拡散や温度などの他の物理的効果の関数でもあります。PTFE ライニングパイプに関する 20 年以上の経験の中で、腐食性蒸気の浸透とその後の支持部材の腐食に起因する故障の数は、著しく少ないものでした。高温での物理的強度に必要なライナーの厚さ 1.27 ~ 6.35 mm により、浸透は通常はあまり考慮されないほど減少します。非常に多くの変数が透過性に影響を与えるため、薄いポリマーフィルムで得られた研究室の透過性データを特定のフッ素樹脂ライニングの選択の基礎として使用することは誤解を招きます。いくつかの例外を除いて、フッ素樹脂間の透過性の違いは、製造される配管や機器の性能にはほとんど影響しません。性能は主に設計、製造、品質管理によって管理されます。したがって、通常、主な関心事は吸収です。これは、特定の化学環境におけるフルオロカーボン樹脂の耐用性を最もよく示す特性だからです。
境界のないライニングでは、微量の浸透蒸気を逃がすだけでなく、閉じ込められた空気の膨張によるライナーの崩壊を防ぐために、ライナーと支持部材の間の空間を大気に通気することが重要です。また、これらのベントは、ライニングされたパイプの品質管理テストや、ライナーが損傷した場合に漏れを示す安全装置としても使用されます。ライナーの崩壊は浸透が原因であると考えられますが、実際には主な原因はプロセスの流れでの真空の発生です。ライニングパイプのメーカーは、さまざまなサイズやライナーの厚さの定格温度での真空耐性を公表していますが、設計上の特徴や操作手順によって過剰な真空を防ぐことが必要な場合があります。
投稿日時: 2019 年 2 月 14 日